Utilización del diseño de experimentos en el mejoramiento del proceso de doblado de tubos de nylon automotrices
Use of design of experiments in the improvement of the process of bending of automotive nylon tubes
Luis Fernando Ramírez-Rocha, Luis Alberto Rodríguez-Picón
Ingeniero Industrial, al159717@alumnos.uacj.mx, Universidad Autónoma de Ciudad Juárez, Ciudad Juárez, México
Doctorado en Ciencias en Ingeniería, luis.picon@uacj.mx, Universidad Autónoma de Ciudad Juárez, Ciudad Juárez, México
Recibido: Marzo 10 de 2020 Aceptado: Junio 8 de 2020
Forma de citar: L.F Ramírez-Rocha, L.A Rodríguez-Picón, “Utilización del diseño de experimentos en el mejoramiento del proceso de doblado de tubos de nylon automotrices”, Mundo Fesc vol. 10, no. 20, pp. 128-142, 2020
Autor de correspondencia:
*Correo electronico:
al159717@alumnos.uacj.mx
©2020. Fundación de Estudios Superiores Comfanorte.

Resumen
En la industria automotriz la calidad es un ámbito que toma demasiada importancia para que una empresa tenga éxito, los problemas de calidad se pueden resolver de distintas maneras es por eso que se utilizarán metodologías importantes para resolver problemas de calidad que afectan a la empresa, como lo es el diseño de experimentos y el ciclo de Deming, esto con el objetivo de aumentar no solo la productividad sino que también estableciendo parámetros con las que se pueden estar trabajando sin afectar la calidad de los productos. El ciclo de Deming acompañado con el análisis de experimentos facilitó realizar este experimento debido a que se complementan muy bien para resolver el problema tratado en este artículo. Los resultados obtenidos con estas dos metodologías fueron satisfactorios ya que ayudaron no solo a comprender el problema para resolverlo si no también a realizar una mejora importante. Los resultados obtenidos demuestran que se logro optimizar el desempeño de dos características de calidad de manera simultanea al definir niveles apropiados para los factores de experimentación.
Palabras Claves: Ciclo de Deming, Diseño Factorial, Diseño de experimentos, Deformación Plástica, Memoria plástica, Metodología.
Abstract
In the automotive industry, quality is an area that takes too much importance for a company to be successful, quality problems can be solved in different ways that is why two important methodologies are used to solve quality problems that affect the company, such as the design of experiments and the Deming cycle. This, with the aim of increasing not only productivity but also establishing parameters with which they can be working without affecting the quality of the products. The Deming cycle accompanied with the analysis of experiments made it easier for us to carry out this experiment because they complement each other very well to solve this problem. The results obtained with these two methodologies were satisfactory since they helped us not only to understand the problem but also to make an improvement. The obtained results show that an optimal performance was achieved for two quality characteristics by defining appropriate levels for the experimental factors.
Keywords: Deming Cycle, Factorial Design, Design of Experiments, Plastic Deformation, Plastic Memory, Methodology.
Introducción
La industria automotriz se ha convertido en uno de los sectores más eficientes y productivos a nivel mundial como resultado de las diferentes técnicas usadas en la gestión de calidad y tiempo [1], la evolución de la tecnología están permitiendo estar creando e innovando los procesos internos y externos que tienen las empresas logrando un gran impacto en la productividad y demanda de los productos. Es muy importante saber diferenciar entre un bien y un servicio, para saber de lo que se está compartiendo en este artículo, un bien es aquel producto tangible, estandarizado, el cual tiene una producción separada por el consumo y no son perecederos [2], en cambio un servicio es intangible, heterogéneos, tienen producción y consumos simultáneos y son perecederos[3]. Ahora que ya se sabes la diferencia, este artículo es en base a un bien(producto) producido en una empresa industrial automotriz. En una empresa automotriz la calidad y entrega de sus productos es muy esencial para que estas permanezcan en el mercado competitivo. En la actualidad se requiere que los procesos sean óptimos y tengan la menor variabilidad, esto con el fin de garantizar la mayor calidad posible[4]. Satisfacer las necesidades es muy importante para las empresas, cumplir con la producción estimada en el tiempo estimado y por supuesto con el mejor nivel de calidad posible, hay que tener en cuenta que para que exista un intercambio entre empresa y mercado la satisfacción es un factor importante para el éxito de la empresa [5].
El diseño de experimentos es una herramienta muy importante que permite planear pruebas para obtener conclusiones y objetivos que sean validos a partir de analizar datos recolectados[6], en la ingeniería el diseño de experimentos juega un papel muy importante en procesos de manufactura en diferentes ámbitos como lo son: la mejora continua y la implementación de nuevos procesos[7]. El uso correcto del diseño de experimentos es muy efectivo para aquellos procesos en el que su rendimiento es bajo y se ve afectado por diferentes factores, ya que gracias a esto se pude reducir la variabilidad, los costos de producción y por supuesto aumentar la calidad de los productos[8].
La alta demanda de productos automotrices en la actualidad ha provocado que las empresas tengan que modificar su sistema de producción para ser más eficientes, algunas con un resultado favorable y algunas no tanto, esto debido mayormente a que durante las modificaciones no se está siguiendo un método apropiado para realizar las implementaciones requeridas. Este artículo se realizó con el objetivo de reducir los tiempos de producción, la variabilidad del proceso y por supuesto mejorar la calidad de los materiales, esto en el área de doblado de una industria automotriz en donde se lleva a cabo una serie de procedimientos en el cual se doblan tubos de nylon automotriz mediante la utilización de moldes entrada de aire caliente y frio a presiones correspondientes todo esto mediante guías fabricadas específicamente para dar forma y cumplir con dimensiones y parámetros que el cliente requiere[9]. Esta área es muy esencial realizar este estudio ya que anteriormente se realizó un estudio en el cual se concluyó que dicha área es causante de un cuello de botella demasiado grande que ha provocado que la empresa no esté cumpliendo con gran parte de su demanda ya que los materiales que pasan por este proceso son muy críticos para el cliente por lo que el tiempo de ciclo actualmente que se tiene en el área de doblado es demasiado elevado, es por ello que crear el modelo apropiado para reducir el tiempo de producción sin que se vea afectada la calidad con la que se produzcan las piezas. No se olvida que satisfacer la necesidad del cliente es lo más importante, es por ello que al elaborar dicho modelo se tomará muy en cuenta seguir cumpliendo las especificaciones y normas que el cliente exige a la empresa.
Un parámetro fundamental que hay que cumplir es la geometría del tubo de nylon que deben de cumplir los tubos ya que si no se cumple se puede ver afectado el producto final. Para lograr que esta geometría cumpla con todos los requerimientos y parámetros del cliente se debe de tener en cuenta característica del material que se va doblar. La deformación plástica permanente es crítica en el proceso ya que se refiere a la temperatura apropiada que debe llegar el nylon para que al entrar en un proceso de enfriamiento no pueda volver a su forma original [10], por lo cual llegando a esta temperatura ideal se logra que la geometría obtenida sea la ideal que requiere el cliente eliminando el problema de que en un periodo de tiempo se tenga alguna otra deformación en su geometría.
La metodología empleada para diseñar el modelo fue el PDCA, esta metodología es utilizada para las empresas que deseen mejorar su sistema de gestión a través del control eficiente de procesos y actividades tanto internas como externas [11], esta herramienta es clave para desarrollar e implementar correctamente el diseño de experimentos. Esta herramienta utiliza un ciclo en el cual se puede estar mejorando consecutivamente hasta lograr la mayor efectividad de los procesos. Para apoyar el modelo PDCA es necesario tener en cuenta 5W2H, una herramienta vital que ayuda a tener un plan de acción que tiene en cuenta los elementos más esenciales que debe tener un modelo de planificación[12], Esta herramienta nos ayudara a ejecutar correctamente el PDCA.
Para la empresa es muy importante cumplir con ciertas normas y parámetros que los clientes tienen definidos, es por ello que al realizar el diseño de experimentos utilizaremos un diseño factorial, que permite el análisis de factores [13],con esta relación nosotros tener en cuenta que a partir de modificar las variables que obtengamos y siguiendo los pasos obtener una respuesta en la que el resultado será los parámetros para que la pieza salga con las dimensiones y geometría que el cliente requiere.
Para realizar el análisis del experimento se considera el software estadístico Minitab, software utilizado para aplicaciones estadística y análisis de datos [14], esta herramienta será de mucha utilidad para realizar nuestro análisis de varianza que nos servirá para saber el efecto que tiene un factor sobre una variable[15], comparar los factores y bloques que se muestren en el experimento y ver cuáles son más significativos.
La optimización del modelo planteado se refiere a tomar los parámetros con las que se realicen las actividades y procesos más eficientes sin perder importancia en el objetivo [16] que en este artículo se trata de cumplir con parámetros que el cliente requiere de la empresa. El ciclo es un proceso en el cual siempre se debe de estar mejorando, es por ello que se debe aplicar la mejora continua que se basa en estar revisando constantemente el resultado de cada proceso compararlo y analizarlo para hacerlo más eficiente y no quede obsoleto [17], es por ello que metodología del ciclo de Deming es una de las más importantes al querer realizar una mejora en cualquier de las áreas de la empresa.
Materiales y métodos
El ciclo de Deming una metodología que es muy utilizada para el diseño de experimentos que abarca 4 etapas de las cuales son: planear, hacer, verificar y actuar[18]. Cada paso de este ciclo es fundamental ya que si en alguno se realiza de manera errónea se ve afectado el resto, es por ello que las empresas que manejan este tipo de metodologías son de las mejores ya que al seguir este ciclo se evitan y resuelven problemas que afectan al rendimiento de la empresa[19].
Para la implementación de esta metodología se planteó un diagrama de flujo (Figura 1) el cual está realizado de pasos fundamentales y decisiones que se deben de seguir para tener una correcta organización a la hora de estar ejecutando el experimento.
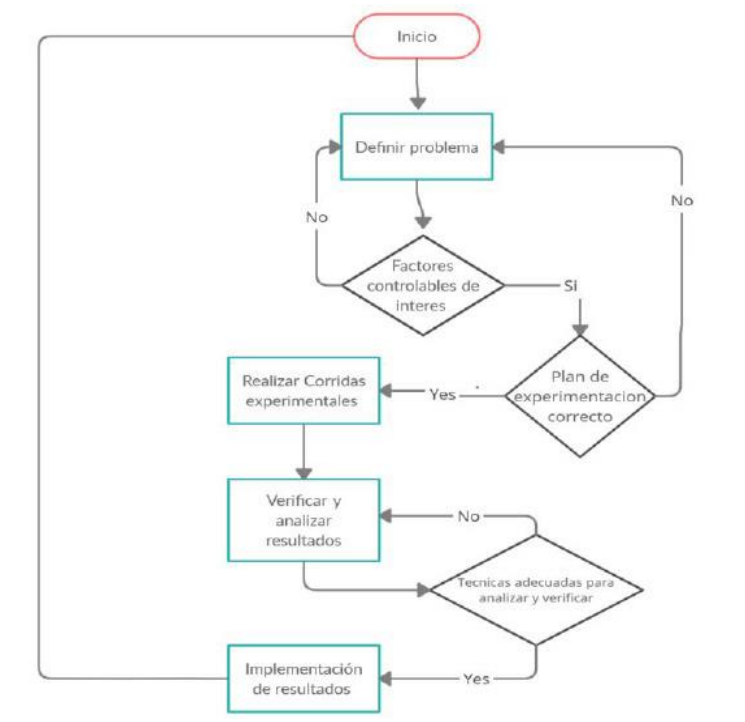
Figura 1. Diagrama de flujo
Planeación y diseño
Definir el problema es lo más importante a la hora de experimentar ya que al realizar un experimento esporque se busca dar respuesta a algún problema. Saber definir el problema es lo primordial para el inicio del ciclo y la obtención de resultados correctos. También es importante tener en cuenta el objetivo que se busca, identificar la manera en el que se medirá el éxito del modelo y el impacto que tendrá al momento de ejecutarlo, es por ello que identificar las variables o factores que se estudiaran deben de ser definidas correctamente, es importante trazar niveles dentro de los factores o variables en las que anteriormente la producción corrió y que el producto no se viera afectado ya que se busca seguir cumpliendo parámetros definidos por el cliente, para que suceda esto es necesario seleccionar el diseño experimental adecuado para el estudio, teniendo en cuenta el número de factores y variables que se tiene y al objetivo que se quiere lograr. Elegir el modelo adecuado hace que la ejecución y el análisis de resultados sea mas preciso. Teniendo el diseño definido es importante llevar una organización antes de ejecutar la experimentación basado en 5W2H, que establece por cual motivo, por quién, cómo, cuándo y dónde será realizado además de estimar cuánto costará realizar el experimento[20], ahora que se tiene definida las 5W2H es momento de realizar la experimentación siguiendo los pasos e indicaciones.
Análisis e interpretación
Una vez que se haya realizado el experimento es necesario realizar un análisis detallado con los resultados obtenidos, verificar si en las corridas se realizaron de manera correcta, observar el comportamiento de los datos obtenidos mediante la utilización de modelos gráficos. Para iniciar esta interpretación es necesario señalar los factores y efectos que más tuvieron significancia a la hora de obtener una respuesta y los que tuvieron una menor significancia esto con el fin de estar descartando los factores más importantes de los que no lo tuvieron, realizando esto te permite identificar con más rapidez el mejor tratamiento, que es con el cual se debe de operar el proceso que se está estudiando. Para realizar la verificación de los supuestos se llevan a cabo análisis de normalidad e independencia entre residuos, si se logra ver alguna tendencia, entonces se necesita actuar y ver el por qué no se están cumpliendo estos supuestos y de ser necesario rehacer el análisis o interpretación desde el inicio. Antes de realizar las corridas para confirmar el mejor tratamiento es importante definir la respuesta a la que se espera llegar con este mejor tratamiento escogido, una vez que se tiene definida es hora de realizar las corridas confirmatorias en el proceso con el mejor tratamiento, hay que tener en cuenta que las repeticiones tienes que ser lo suficiente para que se tenga una buena estimación y poder observar mejor los resultados.
Finalización del modelo e implementación de resultados
Para terminar con el proyecto de manera correcta es necesario generalizar el resultado cuidando que las mejoras se mantengan, por lo que es conveniente aplicar estas medidas en procesos similares para que no ocurra el mismo problema por el cual se realizó este análisis. Realizar la evaluación para los logros obtenidos es muy importante ya que es ahí donde se verán reflejadas las mejoras del proceso y por último para realizar la difusión de los resultados y mejoras implementadas es necesario realizar una presentación ya que esto ayuda a reconocer los logros y reforzar el trabajo siguiendo las medidas implementadas.
Caso de estudio.
Para realizar este artículo se estudió previamente el área de doblado de una empresa maquiladora, sus procesos, parámetros, funciones, etc. Todo esto con el fin de que el experimento se realizará de la manera más adecuada y con los datos correctos. El área de doblado en donde se realizó el experimento cuenta con 20 células en donde cada célula cuenta con una capacidad de 4 mesas de trabajo, cada una con un monitor display en el cual muestra información general del molde en tiempo real como lo es: Temperatura, tiempo del ciclo, presión, piezas producidas y status final.
Los tubos que se doblan están echo de nylon 6, un material que está siendo estudiado por la empresa y proveedores. El nylon 6 trabajado en extrusión, otra área dentro de la empresa en la cual se encargan fabricar los tubos de diferentes dimensiones. Cuando se tiene la cantidad de tubos con los parámetros necesarios se lleva al área de doblado en contenedores considerados para cada tipo de tubo.
Una parte fundamental para la realización del experimento es conocer su proceso y los factores que están presentes en el área. El elemento más importante en el área es el molde que se utiliza para doblar el tubo, está elaborado en base a diseñadores de la empresa con materiales que pueden soportar temperaturas muy altas como lo es el acero y aluminio prensado, cuenta con ranuras y palancas, además de tener dos entradas de aire: caliente y frio. Todo esto mediante la implementación de un manifold, que hace posible la conexión de mangueras de aire. (Figura 2).
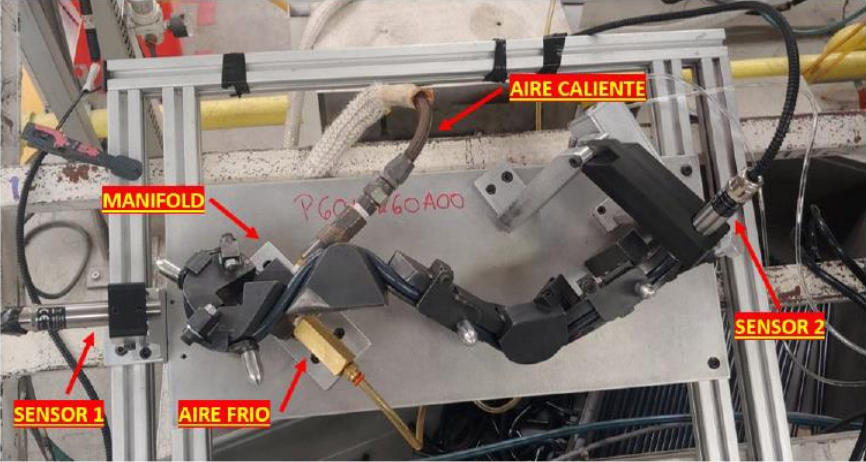
Figura 2. Molde para doblar tubo
Para obtener la temperatura requerida del aire caliente la presión del aire es transportada por un conducto a través de resistencias que logran alcanzar una temperatura de hasta 750°F, en donde por medio de la presión de aire y la temperatura de las resistencias el aire se caliente y llega hasta la entrada del aire caliente del manifold, el aire frio es aire a temperatura ambiente pero con una presión para que al momento en el que se requiera el ingreso del aire frio este entre a una temperatura que pueda enfriar el tubo que se está doblando. Cada molde cuenta con dos sensores infrarrojos para monitorear la temperatura del tubo, estos sensores se encuentran precisamente calibrados y a una distancia fija en la que permite que la medición de la temperatura se realice de forma correcta evitando variaciones, los sensores se encuentran uno cerca de la entrada del aire y el restante por el extremo de la salida del aire.
En la mesa de trabajo cada molde es conectado a un display digital en donde se muestra información detallada del proceso de doblado, en donde también se pueden modificar parámetros, y estar monitoreando en tiempo real el proceso. El display es un elemento importante para esta área ya que es donde se definen parámetros correctos para que el proceso se lleve de forma correcta, en cuestión a la realización del experimento el display permitió la modificación de parámetros como lo fue el tiempo de exposición de aire frio y caliente, también se estuvo monitoreando las temperaturas alcanzadas por los tubos en cada lapso de tiempo.
Para la elaboración del experimento se tomó en cuenta que las piezas dobladas en los moldes salieran los más rápido posible, manteniendo la calidad que exigen los clientes, se estudiaron dos moldes con los cuales los tiempos de ciclo son bastantes elevados. Por otra parte, se tomaron en cuenta dos geometrías las cuales tenían un tiempo de ciclo muy elevado, para esto se estudiaron los dos moldes con los que se obtienen estas geometrías, en donde se van a realizar la modificación de parámetros, presión y tiempos de exposición mediante el uso del display. La deformación plástica es un aspecto critico de calidad que se debe de tomar muy en cuenta la hora de realizar el experimento ya que este es un problema muy a menudo que pasa, ya que se busca que las piezas salgan en el menor tiempo posible y las temperaturas tienden a subir demasiado que las piezas se pueden quemar y realizar una deformación plástica en alguna parte del tubo y esto puede provocar muchos problemas con el cliente final. La memoria plástica es importante para que la geometría de los tubos cumpla con las especificaciones que el cliente requiere para que esto suceda el tubo debe de alcanzar una temperatura ideal para que esta memoria se mantenga y la pieza no tienda a relajarse después de un periodo de tiempo.
Resultados y discusión
Para realizar la experimentación y empezar con el experimento, primero se identificaron los factores que tuvieran más impacto en el área de doblado, por lo que se realizó un análisis en el cual se fueron enlistando factores que estaban a simple vista como lo son, temperatura, presión, tiempo. Para definir con más claridad los factores se tuvo que asistir a dicha área, en el cual se observó el proceso por un periodo de tiempo, siguiendo los criterios para definir los factores se llegó a la conclusión que se tenían tres factores que tienen impacto sobre el proceso y el resultado que queremos obtener que es encontrar la mejor calidad con el menos tiempo posible.
Los tres factores que más tienen impacto en el área de doblado son: Presión, Tiempo de exposición de aire caliente y aire frio, el factor de temperatura no se descartó del todo, pero no realizamos esta experimentación con ese factor ya que la temperatura en esta área debe estar muy controlada para que no ocurra un incidente dentro de la empresa, es por ello que se descartó.
Al tener ya los tres factores más importantes, se construyó el sistema para realizar el experimento en base a los factores, con la ayuda del software Minitab, se realizó un modelo factorial 2^3, con puntos centrales y 2 bloques, esto debido a que 2 moldes eran de prioridad para realizar una mejora. Al tener este modelo se define en cada factor un valor mínimo y uno máximo, esto con ayuda de los ingenieros y personal calificado que proporcionaron esta información, seguido de esto se obtuvo este modelo para realizar nuestras corridas experimentales (Tabla 1)
Tabla I. Modelo factorial para la experimentación
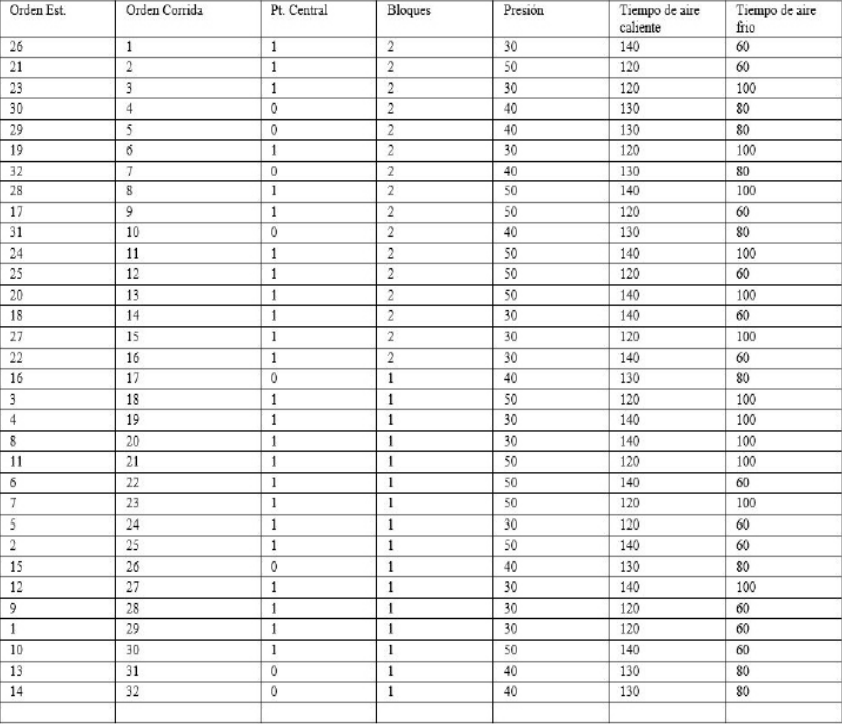
Una vez obtenido el modelo factorial se dio inicio a realizar estas 32 corridas con los parámetros asignados en la tabla en el área de doblado, en las cuales los datos se obtuvieron a partir de los dos sensores que tienen cada uno de los moldes el cual se mide en temperaturas máximas que se muestran durante el final de proceso en el display asignado por cada mesa de trabajo, los resultados obtenidos fueron los siguientes (Tabla 2)
Tabla II. Temperaturas máximas S1 Y S2
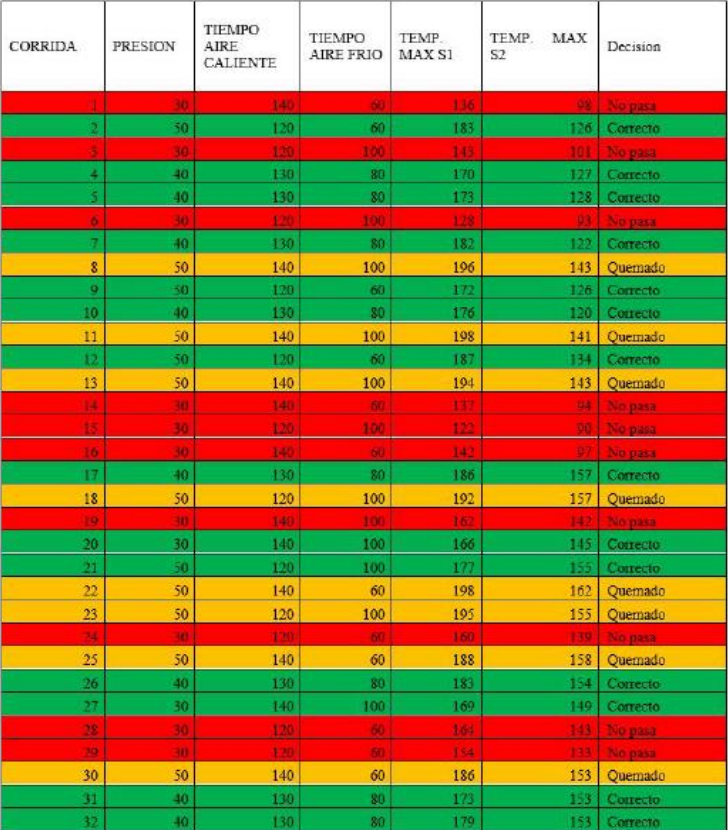
Una vez que se realizó el experimento, se obtuvieron las temperaturas máximas de cada sensor (ver tabla 2). Durante las corridas hubo piezas que sufrieron deformación plástica las cuales están de color naranja (ver tabla 2), esto debido a que la pieza alcanzo temperaturas muy altas mayor a 185°C por lo que la pieza se quemó y se deformo, al igual que la deformación algunas piezas se quedaron muy cortas de temperatura menor a 140°C por lo tanto son piezas de las corridas que no fueron aceptadas para un producto viable y están identificadas de color rojo (ver tabla 2). Para encontrar que factor afecta más a la hora de obtener las temperaturas, se realizó un análisis de varianza al igual que verificar si es experimento explicaba la variabilidad de estas temperaturas usando el coeficiente de correlación, esto para estar más seguros de que la solución que se obtenga sea la más acertada y de estar seguros de que los datos se obtuvieron correctamente, al realizar el análisis de varianza y correlación
El coeficiente de determinación para el S1: 90.40% mientras que para el S2: 97.19%, verificado este dato se decidió que el experimento explicaba la variabilidad de cada respuesta por lo que se elaboró al análisis para obtener los factores más significativos, al momento de realizar nuestro análisis se dio como resultado (Tabla 3)
Tabla III. Análisis de varianza S1 y S2
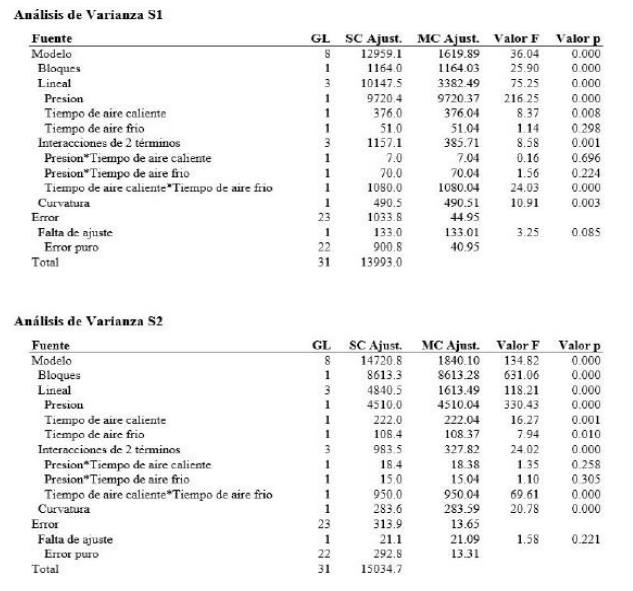
Al realizar el análisis de varianza y sabiendo que el tiempo de aire caliente es el factor más significativo en cada sensor se decidió realizar graficas factoriales con el fin de asegurar y hacer más visual el comportamiento de los tres factores, esto facilitaría la obtención de una solución más eficaz ya que se sabe el impacto y cómo se comporta cada factor al momento de modificar y con esto encontrar una solución más rápida a la hora que se requiera otra mejora.
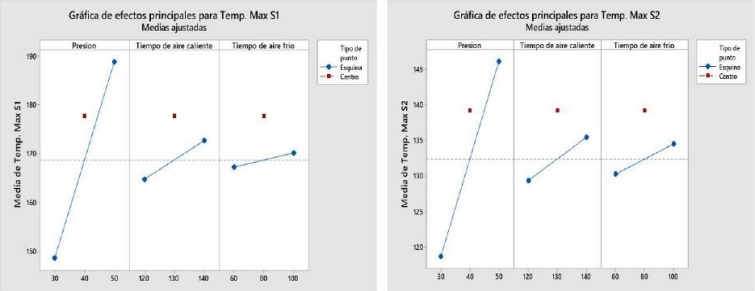
Grafica 1. Grafica factorial S1 y S2
Tabla IV. Coeficientes codificados S1 y S2
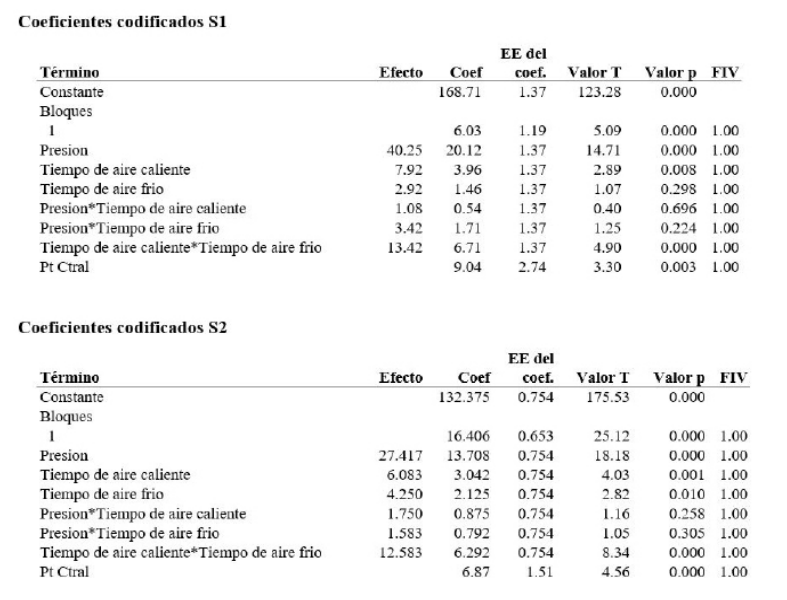
Ecuación de regresión en unidades no codificadas S1 y S2
Temp. Max S1=435 + 0.62 Presion - 2.504 Tiempo de aire caliente - 4.629 Tiempo de aire frio+ 0.0054 Presion*Tiempo de aire caliente + 0.00854 Presion*Tiempo de aire frio+ 0.03354 Tiempo de aire caliente*Tiempo de aire frio + 9.04 Pt Ctral
Temp. Max S1=414.8 - 0.08 Presion - 2.563 Tiempo de aire caliente- 4.142 Tiempo de aire frio + 0.00875 Presion*Tiempo de aire caliente+ 0.00396 Presion*Tiempo de aire frio+ 0.03146 Tiempo de aire caliente*Tiempo de aire frio + 6.88 Pt Ctral
Al obtener la ecuación de unidades no codificadas no permite saber con más exactitud como se obtiene las temperaturas máximas de cada sensor, esto gracias a que se realizó en análisis de varianza. Esta ecuación nos puede servir en un futuro para realizar alguna mejora o querer obtener una temperatura ya definida tomando valores que están en dicha gráfica y sustituyendo cada variable por el valor asignado, al igual que le comportamiento ya que al graficar la ecuación de regresión podemos darnos cuenta de que tipo de comportamiento está siguiendo y así poder acercarnos más a un valor que ya este definido o se quiera definir. Para obtener la solución definimos como temperaturas ideales para S1 y S2 185°C y 135°C, para obtener estos parámetros se tomó en cuenta la tabla de temperaturas máximas (Tabla 2), ya que al definir intervalos en temperaturas máximas y mínimas dentro de los dos sensores, se disminuiría la posibilidad de producir material no conforme ya que las piezas producidas estarán dentro del área donde las piezas cumplen con las especificaciones del cliente.
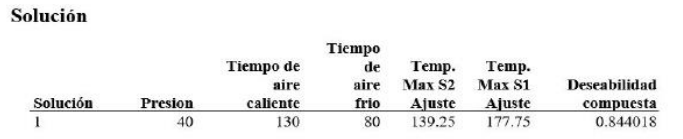
Al utilizar el optimizador en Minitab se obtuvo que la solución para que el proceso se minimizara seria con una presión de 50, tiempo de aire caliente de 30 Segundos y un tiempo de aire frio de 80 manteniendo una temperatura máxima en S1 de 177.75°C y en S2 de 139.25°C, estando dentro de los intervalos en los cuales las piezas se producen correctamente. Se colocaron los parámetros obtenidos por el optimizador en el Display para realizar 10 corridas de prueba y observar cómo se comporta el proceso con los dichos parámetros y se obtuvieron resultados favorables ver Tabla 5
Tabla V. Corridas finales de prueba
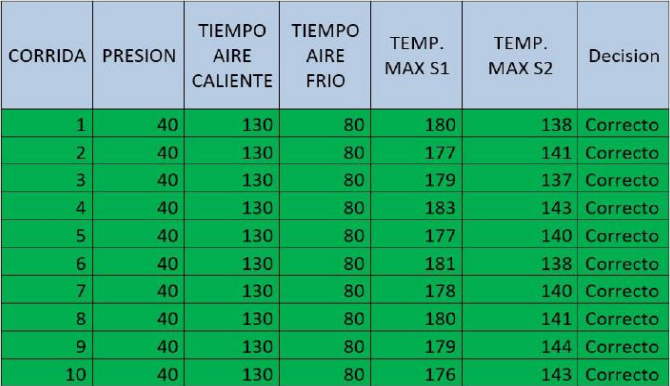
Como se puede observar en la tabla 5, las 10 corridas de prueba con los parámetros obtenidos resultaron favorables por lo que el experimento resulto un éxito y actualmente la empresa está utilizando estos parámetros para seguir con este proceso de doblado en el tubo, se debe señalar que quizá las respuestas varíen un poco en cuestión al número de corridas, pero debido al tiempo se dio la oportunidad con 10. El porcentaje de scrap disminuyó considerablemente, así como también la producción ya que se obtuvo un ahorro un total de 30 segundo en cada proceso de doblado.
Conclusiones
El objetivo principal con el que se realizó este artículo fue encontrar parámetros que le permitiera a la empresa maximizar su producción y disminuir su scrap, entregando las piezas requeridas por el cliente a tiempo y sin algún defecto por el área de doblado. Dados los resultados del experimento realizado, se puede concluir que el objetivo se cumplió, ya que los datos obtenidos al finalizar el experimento se tuvieron datos mucho más favorables a los del primer experimento. Al reducir el tiempo de ciclo se obtuvo un aumento de producción considerablemente y con valores definidos de los parámetros se disminuye la posibilidad de que las piezas salgan defectuosas ya sea por deformación o relajamiento.
Esposible el seguimiento de otro experimento para obtener resultados más factibles ya que durante este experimento se tomó en cuenta 3 factores, al tomar en cuenta más factores es posibles obtener diferentes y más respuestas con las que se pueden estar experimentando para obtener una más acertada ya que se acercaran más a lo que se vive en el área de doblado. Gracias a la elaboración de este experimento se demostró que es necesario tener parámetros definidos para cada producto ya que asi te puedes ahorrar metería prima, así como obtener una mayor eficiencia del proceso.
Las empresas piensan que para mejorar un proceso es necesario gastar miles de pesos, pero no siempre es así, solo basta de un buen modelo de seguimiento y de un análisis profundo para escoger la mejor metodología que se ajuste para encontrar y cumplir con el objetivo, asi como del apoyo y la colaboración de un buen guía en el que resolverás las dudas que se vayan encontrando durante la experimentación.
Agradecimientos
Agradezco al Dr. Luis Alberto Rodríguez Picón por su disposición y disponibilidad al contribuir a la realización de este artículo, también a dicha empresa por permitirme realizar experimentaciones en sus instalaciones de producción.
Referencias Bibliográficas
[1] ISOTools, ISO/TS 16949: Calidad en el Sector Automotriz, s.f. Recuperado de: https://www.isotools.org/2013/09/24/isots-16949-automotriz/
[2] F. J. Droguett, J. Profesor Guía, and E. Torres Moraga, “Calidad y satisfacción en el servicio a clientes de la industria automotriz: análisis de principales factores que afectan la evaluación de los clientes", tesis de pregrado, Universidad de Chile, 2012
[3] E. Martínez Delgado y J. Lauzardo Rico, "El servicio al cliente: una necesidad imperante en la calidad de la industria Ingeniería Mecánica", vol. 9, núm. 2, mayo-agosto, 2006, pp. 49-54
[4] R. E. Walpole, R.H. Myers, S.L. Myers, K.E. Ye, Probabilidad y estadística para ingeniería y ciencias, Cengage Learning Editores S.A. de C.V, 2011
[5] J. Baena-Arroyo, J. García-Fernández, A. Bernal-García, A. Lara-Bocanegra, and P. Gálvez-Ruíz, “Perceived evalue and customer satisfaction in virtual fitness and trainner-guide group activities in fitness centers” J. Sport Psychol., vol. 25, no. 2, pp. 219–227, 2016.
[6] S. Gómez López-Egea, “Aplicación del diseño de experimentos para el análisis del proceso de doblado,” Economistas, vol. 24, no. 109, pp. 77–86, 2006.
[7] “Boletín Científico: UAEH.” https://repository.uaeh.edu.mx/revistas/index.php/sahagun/article/download/1340/4647?inline=1
[8] D.C. Montgomery, Mont, Octava. Arizona, 2020.
[9] S. Quezada and J. Agustín, “Diseño y construcción de un sistema de accionamient4o de mandos de aceleración, embargue y frenos en un vehículo prototipo para conducción de personas con discapacidad, trabajo de pregrado, Universidad de las Fuerzas Armadas - ESPE, Perú, 2014
[10] B. A. Carlos Espinoza, A. Torres Dra Adriana M Condó and B. A. Carlos Espinoza Torres, “Transformación martensítica y efecto memoria en materiales micro y nanoestructurados, tesis de maestria, Universidad Nacional de Cuyo, 2007
[11] M. Sokovic, D. Pavletic, and K. Kern Pipan, “Quality Improvement Methodologies-PDCA Cycle, RADAR Matrix, DMAIC and DFSS Industrial management and organisation", The Journal of Achievements in Materials and Manufacturing Engineering, vol 43, no. 1, 2010
[12] “5W2H para la Planificación: ¿Qué esy cómo se hace PASO a PASO?” https://www.ingenioempresa.com/5w2h/
[13] V. Berlanga-Silvente and R. Vilà-Baños, "Cómo obtener un Modelo de Regresión Logística Binaria con SPSS”, Revista d’Innovació i Recerca en Educació, vol, 7, no. 2, pp. 105-118, 2014
[14] P. Grima, L. Marco, and X. TortMartorell, ESTADÍSTICA CON MINITAB Aplicaciones para el Control y la mejora de la Calidad, Garceta, 2012
[15] A. Maroto and R. Boqué, “El análisis de la varianza (Anova) 2. Estimación de componentes de varianza.”
[16] A. Ramos, P. Sánchez, J. M. Ferrer, J. Barquín, and P. Linares, “Modelos de optimización. 2010. Recuperado de: https://www.academia.edu/7866196/MODELOS_MATEM%C3%81TICOS_DE_OPTIMIZACI%C3%93N
[17] I. Guerra-Lopez, “Evaluacion y Mejora Continua: Conceptos y Herramientas Para La Medicion", Global Bussines Press, 2007
[18] F. Patón Villar et al., “Continuous improvement plan in preventiontreatment by pressure ulcers Deming cycle,” Gerokomos, vol. 24, no. 3, pp. 125–131, 2013, doi: 10.4321/S1134- 928X2013000300006
[19] G. De Calidad, Aplicación del Kaizen para la mejora de la calidad del producto en las líneas producción de impresión en la empresa Contómetros Especiales S.A.C. Distrito de Los Olivos, 2016, tesis de pregrado, Universidad Cesar Vallejo, 2017
[20] P. Afonso, A. Santana, P. Afonso, A. Zanin, and R. Wernke, “ScienceDirect ScienceDirect Costing models for capacity optimization in Industry 4.0: Trade-off between used capacity and operational efficiency,” Procedia Manufacturing, vol. 17, pp. 696-704, 2018